| |
 |
 |
| |
|
切削より転造の方が安価に製造できます |
 |
| |
切削ねじ加工は、切削機がリベットの頭部をつかんで回転し、横方 |
| |
向からバイト(刃)を当てて少しずつ削ってねじ形状を形成します。 |
| |
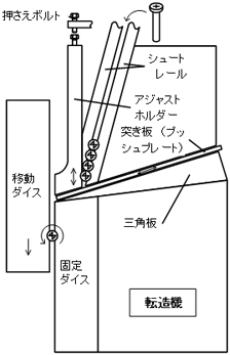
転造ねじ加工は、転造機の固定ダイスに移動ダイスが近接したタ |
| |
イミングでリベットを供給して挟ませ、転造ダイスの凹凸構造により |
| |
ねじの谷部を凹ませ、押し退けられた材料が盛り上がって山部を形 |
| |
成します。 移動ダイスが1往復する動作の往路、固定ダイスを通り |
| |
過ぎた時点でねじが転造できてしまいます。 |
| |
従って、転造ねじは短時間で製造できるため、製作コストを安くでき |
| |
ます。 |
| |
また、切削加工で発生する削りカスがないため、ECOな加工で材料 |
| |
コストを節約できます。 |
| |
|
| |
切削より転造の方が丈夫です |
| |
加工硬化 |
| |
冷間加工(高温にしない加工)で金属に応力を与えると、塑性変形 |
| |
によって硬さが増します。 |
| |
応力により金属組織の結晶面に沿ってすべりが生じ、このすべりは |
| |
結晶格子を構成する原子の配列に対し一様にずれるのではなく、 |
|
| |
転移(歪み)を生み出します。 転移は順次に結晶格子内を移動し、転移は開放されず、次第に蓄積して絡み合い、 |
| |
それらのすべり面に対しての抵抗が増してきます。 変形が進むほど転移は増加・重層化して、結果として硬さを |
| |
増していくことになります。(ウィキペディアより引用) |
| |
ファイバーフロー |
| |
ねじ材料の金属線は、太いコイル線から転造用の径に伸線(引き延ばして径を細くする)して作られるため、ファイ |
| |
バーフロー(繊維状に結びついた金属組織)が伸線方向に形成されています。 |
| |
切削ねじ加工では、金属組織を削る加工ですので、ファイバーフローが切断されてしまいます。 |
| |
転造ねじ加工では、谷部で高密度になりながら、ファイバーフローが切断されずに残ります。 結果として、加工硬 |
| |
化して丈夫なねじになります。 |
| |
|
| |
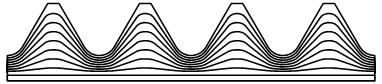 |
 転造ねじのファイバーフロー 転造ねじのファイバーフロー |
| |
|
|
| |
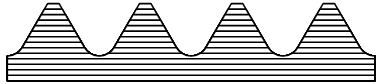 |
切削ねじのファイバーフロー |
| |
|